
文|节点AUTO 天玑
2020年,特斯拉在加州工厂使用了6000吨级的压铸机,首次在Model Y后地板上采用一体化压铸技术,这让Model Y后地板的零件减少了79个,焊点由700-800个减少到50个,相同部件的生产时间由至少两小时缩短至80-90秒。特斯拉因此走出了产能地狱,取得了举世瞩目的成绩。
对一体化压铸技术,马斯克给予了高度评价,甚至不惜拿Model 3开涮,“Model 3的接缝如此差劲的根本原因,是没有用我们最新的一体化压铸技术。 ”
在特斯拉之后,其他车企纷纷跟进一体化压铸技术,包括大众、吉利、小鹏、蔚来和理想等,刚开完技术发布会的小米汽车也是其中一员。
然而,任何新事物都有从不完善走向完善的过程,一体化压铸技术有“奇效”,也有局限性。
什么是一体化压铸技术?
铸造技术非常古老,可以追溯到青铜器时期,压铸属于铸造的一种,它比传统意义的铸造多了一个“注射器”(压铸机)。经过加压后,能一次性制造出更复杂的部件,所以也被称为一体化压铸。
对于汽车行业来说,一体化压铸技术并不新鲜。早在上世纪五十年代,就有企业把这项技术引入了汽车零部件的生产制造中,不过范围局限于小型零部件,而特斯拉把范围扩大到了大型零部件。
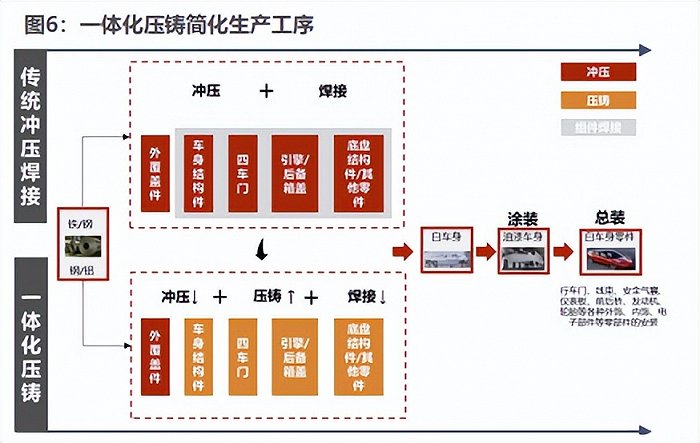
在汽车生产制造过程中,有冲压、焊装、涂装和总装四大工艺,原材料经过四大工艺的“装饰”后,就变成了一辆白车(整个轿车零部件的安装载体,是汽车的基本骨架,其生产成本约占整车的 45%~65%),一体化压铸技术可以应用到冲压-焊接环节中。在传统工艺中,这两个环节需要多道工序,工艺操作繁琐,效率有待提高。
为了能让一体化压铸技术制造大型零部件,特斯拉从力劲集团采购了大型压铸机Giga Press,它的锁模力高达6000 吨,是当时行业内最高吨位的压铸机。
在特斯拉上海超级工厂中生产的Model Y,其车身后地板就是用一体化压铸工艺制作的,这让Model Y的制造时间从1-2小时缩短至不到2分钟,占地面积节省了30%,生产工人减少200多个。据特斯拉透露,这给Model Y节省约20%的制造成本。
按照马斯克的计划,特斯拉的前地板、电池壳等部件也将会用一体化压铸技术制造。如果一切顺利,整车重量可以减轻10%(使用铝合金),续航提升14%。目前,特斯拉已经在德州工厂生产一体成型的前地板。
此外,一体化压铸技术还能让车身轻量化、更安全、空间利用率更大的优势,这可以让新能源汽车拥有更高的续航和更大的空间。这些优势,每一个都是车企难以拒绝的诱惑。
以最近公布的小米超级大压铸技术为例,它实现了零件72合一、焊点减少840个,减重17%,生产工时减少45%。“小米泰坦合金”压铸成型的一体化后地板及CTB一体化电池技术,小米SU7整车扭转刚度高达51000N·m/deg,相当于传统油车的两倍。
随着越来越多的车企采用一体化压铸技术做大型零部件,这项技术又被车企玩出了新花样。比如,各个车企选择的压铸车身部分不同。特斯拉、问界和小米汽车都是车身后地板,问界还把范围扩大到了前机舱总成,极氪则是车身中段和后身。
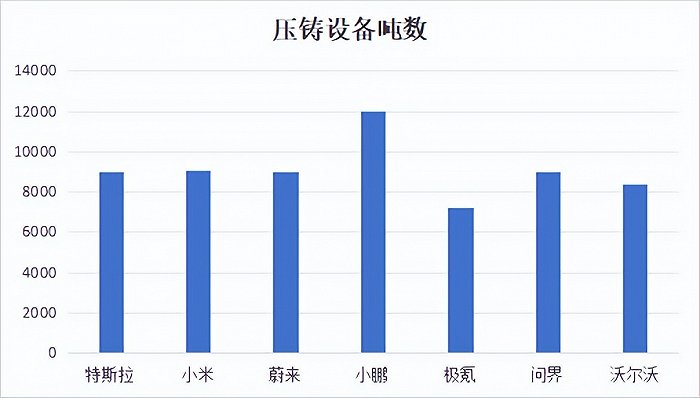
压铸机的吨位是一体化压铸技术的关键指标,目前车企中吨位最大的是哪吒,它正在研发20000+吨压铸设备,号称“刷新行业纪录”。
然而,正如我在开篇中提到,任何事物都有两面性,决定车企是否选择一体化压铸技术时,不仅要考虑优势,还要考虑劣势。
一体化压铸技术有哪些弊端?
车企大范围跟进一体化压铸技术的时间点,是特斯拉把技术玩出新花样之后,为什么车企之前没有把这项技术的应用范围扩大到大型零部件上?这背后其实隐藏了车企对一体化压铸技术的担忧。
首先,一体化压铸技术本身有弊端,那就是压铸件中常有气孔及氧化夹杂物存在,这会影响成品的性能。有行业人士曾表示,这种零部件在一些车企的内部会被视为不合格产品。
其次,一体化压铸技术制造的零部件会推高维修成本。
中保研曾经对2021款标准续航后轮驱动版Model Y做过测试,结果显示它在“车内成员安全指数”、“车外行人安全指数”等方面拿了优秀的成绩,而在“耐久性与维修经济性”上,却拿到了较差的成绩。
拆解来看,中保研的“耐久性与维修经济性”由四部分构成,分别是结构耐撞性、碰撞兼容性、可维修性、维修经济性。前两部分的成绩是良好、一般,后两部分的成绩是较差。
因此,对消费者来说,使用一体化压铸技术制造大型零部件组成车身的车辆,最大的困扰就是维修费用贵。2022年2月,一辆江苏牌照的Model Y在倒车时撞到了墙角,导致车辆后车身受损,维修费接近20万元。车主吐槽称,“新车才28万元,还不如报废。”
对此,车企有多种应对策略。特斯拉选择自己成立保险公司,把理赔环节掌握在自己手里。 中国车企偏向在工程入手解决问题。小米SU7的后地板采取了三段式防撞设计,在普遍的中低速碰撞中,能够实现只更换防撞梁和溃缩区,不更换后地板,极氪则提出了四段分区碰撞策略。
种种迹象表明,一体化压铸技术虽然有优势,但是还有些问题需要解决。实际上,即便所有车企都认可一体化压铸技术,它们也很难把它引入到生产线中,因为这项技术有很高的门槛。
做一体化压铸的正确姿势是什么?
多数人认为一体化压铸技术可以降低成本,而特斯拉的毛利率表现也证明了这一点,但是有一点被忽略了,那就是特斯拉具备需求侧的规模效应。即便一体化压铸技术的建设成本比传统铸造方式高,特斯拉依然可以通过Model Y的销量规模,消化前期投入。据乘联会数据,2023年,Model Y仅在中国市场就交付了64.6万辆,能与之一战的只有比亚迪。
另一方面,市场和消费者认为,车企使用一体化压铸技术的动力是“降本”主要原因。其实,更大的动力应该是提高效率。
首先,市场夸大了一体化压铸技术节省成本的功效,它的全周期成本并不低。压铸机只是压铸技术的部分设备,其他还有压铸模具、熔炼炉、喷涂设备、拾取设备、冷却设备、修边机、高真空设备等等,这些设备的采购价格很高。2021年,力劲集团推出了9000T压铸机,其价格超过1亿元。
据中金证券测算,同样年产10万辆车,采用传统冲压-焊接工艺时,冲压+焊接环节的设备总投资约5.2亿,全部采用一体化压铸工艺,相对应环节设备总投资为7.1亿。如果没有足够的销量消化投入,这样做并不划算。
其次,特斯拉是这方面的带头人,而它一向强调效率。李想也认为特斯拉这样做不是为了降本,而是为了提升效率。
他曾表示:在特斯拉眼里,成本和效率不是一个概念,效率是说怎么在最短时间内提供足够多的产能,这是它思考的很多、很多问题。上海工厂1300亩地今年大概能做到80万到90万的产能,这在历史上从来没有出现过的。
除了成本高外,压铸技术本身就有较高的壁垒,如果把它应用到大型零部件的生产中,壁垒会更高。
比如生产设备和生产流程需要更新,这要求车企和供应商要重新设计设备、积累经验。
另外,车企还要解决一些技术细节难题。比如热处理,热处理可以减少压铸过程中产生的气泡。但是,由于存在热胀冷缩,热处理过程中材料很容易变形,这会降低材料的机械性能。
同时,铸铝件的体积越大,热处理的难度就越大。此前,车企的解决思路是只生产小型的铸铝件,而特斯拉选择开发无需热处理的新材料。2015年,特斯拉挖来了材料领域的大牛查尔斯·柯伊曼,才开发出了新的铝合金配方,解决了免热处理的难题。
2021年底,蔚来也表示开发出了新的免热处理材料,将应用在蔚来ET5的车身后底板相关部件上,新材料由蔚来和供应商联合开发,蔚来ET5是蔚来第一款采用一体化压铸工艺的车型。
以特斯拉为参照,车企想要在大型零部件上使用一体化压铸技术,并做到不亏本,需要拥有足够的销量规模去消化投入。当然,也可以反其道而行,先通过一体化压铸技术把轻量化、生产效率提上来,但这样可能会让车企错失抢占市场时间。
为了提高效率,一体化压铸技术会是汽车行业的一个不可逆的趋势。但在实际应用中,一体化压铸不是万能药,车企需要具备系统性的前提条件或能力,才能把它运用好。
评论